



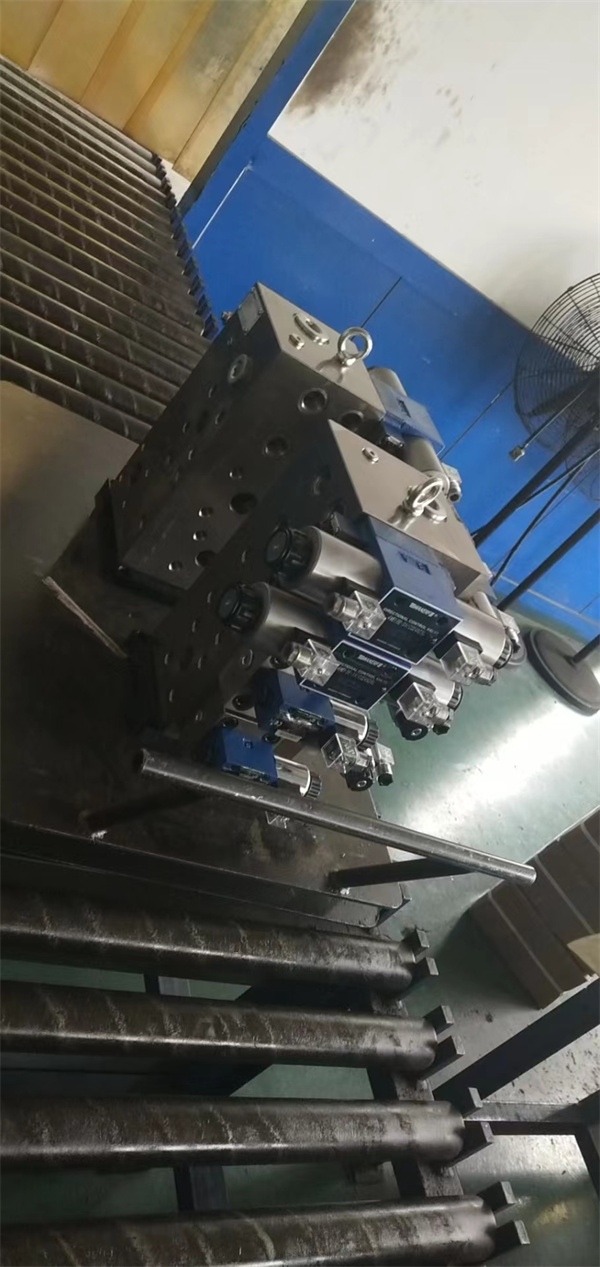
液壓閥塊制作工藝大致如下:
(1)生產加工前處理。生產加工液壓閥塊的原材料要保證里面結構致密,不能有夾層、沙眼等瑕疵,生產加工前解決毛坯無損探傷。鑄鐵塊和比較大的建筑鋼材塊在生產前要開展調質處理和預備處理。
(2)下料。一般來說每邊起碼留2mm之上加工余量。
(3)銑外形。切削液壓閥塊6面,每邊留0.2-0.4mm粗磨量。
(4)粗磨。粗磨液壓閥塊6面,每邊留0.05~0.08mm精磨量,保證每對對應面平行度小于0.03mm,兩鄰近面垂直角度小于0.05mm。
(5)劃線。如果有條件可在數控鉆上直接使用中心鉆開展。
(6)鉆孔。各孔表面精糙度為Ra12.5。
(7)精磨。切削液壓閥塊6面,各表面磨至粗糙度Ra0.4um。液壓閥塊生產加工時要嚴格把控尺寸公差以適應應用規定,尺寸公差值參照如下:液壓閥塊6個面相互間的垂直角度公差為0.05mm;相對面的平行度公差為0.03mm;各面的直線度公差為0.02mm;螺牙與其說迎合面之間垂直角度公差0.05mm;所有孔與所在端口垂直角度的允差為如0.05mm

液壓閥塊集成塊

液壓閥塊生產廠家

液壓閥塊制造
液壓閥塊設計
液壓閥塊制作

液壓閥塊加工

液壓閥塊廠家

山東液壓閥塊
 備案號:魯ICP備2023036990號-1
備案號:魯ICP備2023036990號-1